
Описание
Полуавтомат ПДГ – универсальное мощное оборудование, также выпускаемое ПКФ «Кристалл». Корпусные, электрические и электронные компоненты разработаны и объединены в эту систему для действительно надежной, бесперебойной, удобной и эффективной работы при тяжелой производственной нагрузке. Максимальная скорость подачи проволоки достигает 19 метров в минуту.
Промышленный сварочный полуавтомат «ПДГ-350К» с переносным механизмом подачи сварочной проволоки и интеллектуальной системой управления параметрами сварки Synergy (синергетическая система автоматического подбора оптимальных режимов полуавтоматической сварки в зависимости от введенных основных данных) выполняет полуавтоматическую дуговую сварку на постоянном токе в среде защитных газов (MIG/MAG). Свариваемые материалы: малоуглеродистые стали, низколегированные и высоколегированные стали, алюминиевые сплавы. Сварочная проволока: сплошная либо порошковая.
Промышленными сварочными полуавтоматами «ПДГ-350К» оснащены сотни промышленных предприятий на территории России и стран СНГ. Области применения сварочного полуавтомата «ПДГ-350К» машиностроение, производство металлоконструкций для строительства, ремонт транспортных средств, производство сельскохозяйственной техники и спецтехники, производство металлической мебели, распределительных шкафов, систем вентиляции и иные отрасли промышленности, использующие высокопроизводительную и качественную полуавтоматическую сварку.
Ключевые особенности
- Отличные характеристики зажигания сварочной дуги;
- Минимальное разбрызгивание в процессе сварки;
- Надежная защита от перегрева и перегрузок;
- Степень защиты IP-23S допускает эксплуатацию на открытом воздухе;
Эксплуатационные достоинства сварочного полуавтомата «ПДГ-350К»:
- 20 ступеней регулирования сварочного напряжения (точная настройка режима сварки) с шагом 1 Вольт;
- Превосходное качество материалов силового трансформатора – сердечник из электротехнической стали, обмотки из меди высокой чистоты;
- Профессиональная сборка с контролем качества на каждом этапе;
- Современная, демократичная и дружелюбная панель управления Synergyс цифровым дисплеем (простой выбор оптимальных настроек сварочных режимов и параметров сварки);
- Широкий выбор оптимальных режимов сварки, разделенных на девять базовых классов для удобства навигации (выбор программы сварки для различных марок свариваемых материалов и диаметров
сварочной проволоки с последующим выбором толщины свариваемого материала и получением рекомендуемого режима сварки); - 4 способа сварки, существенно расширяющие сферу применения сварочного полуавтомата:
- Регулируемые функции «мягкий старт» и «растяжка дуги»;
- Кнопки тестовой подачи сварочной проволоки и тестовой подачи газа;
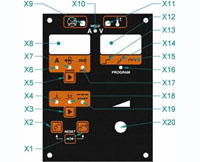
Панель управления
Интеллектуальная система управления параметрами сварки Synergy (синергетическая система автоматического подбора оптимальных режимов полуавтоматической сварки в зависимости от введенных основных параметров сварочного процесса) помогает сварщику максимально быстро выбрать оптимальный режим полуавтоматической сварки.
Для каждого автоматически рекомендованного режима полуавтоматической сварки существует возможность подстройки режима (изменение скорости подачи сварочной проволоки, переключение ступеней сварочного напряжения с шагом 0,9 В). Возможность подстройки режима особенно актуальна для опытных профессиональных сварщиков высоких разрядов.
Режимы сварки
1.Непрерывная полуавтоматическая сварка в двухтактном режиме (2Т): используется для полуавтоматической сварки коротких швов. При нажатии на кнопку сварочной горелки начинается цикл сварки, при отпускании кнопки сварка заканчивается. Режим задается кнопкой Х3 и отображается индикатором Х4.
2.Непрерывная полуавтоматическая сварка в четырехтактном режиме (4Т): используется для полуавтоматической сварки протяженных швов.При нажатии на кнопку сварочной горелки начинается цикл сварки и продолжается при отпускании кнопки . Повторное нажатие и отпускание кнопки прекращает цикл сварки. Режим задается кнопкой Х3 и отображается индикатором Х18.
3.Сварка точками: используется для сварки одиночных коротких швов заданной длины (заклепок). При нажатии на кнопку сварочной горелки начинается цикл сварки, который прекратится через заданное время. Повторное нажатие кнопки дает аналогичный предыдущему сварочный шов. Режим задается кнопкой Х3 и отображается индикатором Х19. Длительность сварки устанавливается регулятором Х20 и отображается на дисплее Х12.
4.Сварка интервалами: используется для сварки серии швов заданной длины . Последовательность швов с заданными длительностью и паузой между ними. При нажатии на кнопку сварочной горелки начинается цикл сварки установленной длительности, далее сварочный цикл прерывается на заданное время (пауза) и так далее. Сварочные циклы повторяются, пока нажата кнопка на сварочной горелке. Режим задается кнопкой Х3 и отображается индикатором Х19. Длительность сварочного шва, длительность паузы устанавливается регулятором Х20 и отображается на дисплее Х12.
Панель управления
Параметры, отображаемые на цифровом дисплее Х8:
- сварочный ток (с удержанием последних замеренных параметров);
- скорость подачи проволоки;
- толщина свариваемого материала;
- номер выбранной программы;
- обозначения настраиваемых вторичных параметров: (скорость мягкого старта, время продувки газа до сварки, время продувки газа после сварки, время растяжки дуги, время сварки точками, время сварки интервалами, время паузы).
Параметры, отображаемые на цифровом дисплее Х12:
- рабочее напряжение на дуге (с удержанием последних замеренных параметров);
- рекомендуемое положение переключателя ступеней;
- рекомендуемая ступень дросселя;
- значения вторичных параметров.
Технические характеристики
| Напряжение питания, В | 3х400 ± 15%, 50Гц |
| Номинальная мощность, кВа | 15,8 |
| Номинальный сварочный ток, А, (при ПВ%) и t =40? С | 420 – 30% ; 320 – 60%; 260 – 100% |
| Вид регулирования сварочного напряжения | Ступенчатое |
| Количество ступеней | 20 (с шагом 1 В) |
| Диапазон регулирования рабочего напряжения, В | 16,8 – 35,0 |
| Диапазон регулирования сварочного тока, А | 55 – 420 |
| Сварочный ток / сварочное напряжение, В: | |
| — при ПВ 100% | 260 А / 27,0 |
| — при ПВ 60% | 300 А / 29,0 |
| Скорость подачи сварочной проволоки, м/мин | 1…19 |
| Расход защитного газа, л/ч | 500…1200 |
| Тип разъема подключения сварочной горелки | евроразъем |
| Количество ведущих роликов, шт. | 4 |
| Диаметр ролика подачи сварочной проволоки, наружный / внутренний, мм | 30 / 22 |
| Диаметр сварочной проволоки, мм: | |
| — сплошная стальная | 0,8…1,4 |
| — порошковая | 0,8…1,4 |
| — алюминиевая | 0,8…1,6 |
| Масса сварочной проволоки на кассете, кг, не более | 18 |
| Наружный диаметр кассеты сварочной проволоки, мм | 300 |
| Степень защиты | |
| — механизм подачи сварочной проволоки | IP21S |
| — сварочный выпрямитель | IP23S |
| Габаритные размеры, ДхШхВ, мм: | |
| — механизм подачи сварочной проволоки | 705х265х510 |
| — сварочный выпрямитель | 875х575х965 |
| Масса, кг: | |
| — механизм подачи сварочной проволоки | 21 |
| — сварочный выпрямитель | 105 |


